

Испытания на герметичность способом вакуумной камеры
Контроль герметичности методом гелиевой (вакуумной) камеры заключается в размещении изделия в герметичном объеме камеры. Течеискатель подключается к камере или непосредственно к объекту через систему вспомогательной откачки. Контрольный газ с заданной долей гелия либо чистый гелий подается под давлением, регламентированным конструкторской документацией. При наличии утечки гелий за счет перепада давлений проникает во внутренний вакуумируемый объем камеры или объекта и регистрируется течеискателем.
Конструкция вакуумной камеры должна обеспечивать герметичность всех технологических стыков и линии подачи гелия, при этом контролируемая поверхность изделия не должна перекрываться элементами камеры. Это необходимо для свободного выхода газа из возможных течей в объем камеры. Камера может быть выполнена в виде жесткой конструкции либо в формате гибкого газонепроницаемого чехла для крупногабаритных изделий. В последнем случае давление внутри камеры не должно превышать атмосферного, а объект должен допускать вакуумирование внутренних полостей.
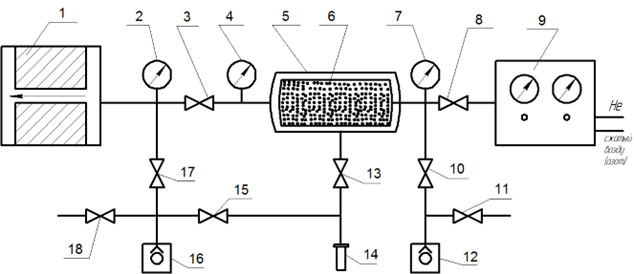
1 — течеискатель; 2, 4 — вакуумметры; 3, 8, 10, 11, 13, 15, 17, 18 — клапаны; 5 — вакуумная камера; 6 — объект контроля;
7 — мановакуумметр; 9 — пульт подачи пробного газа; 12, 16 — вакуумные насосы; 14 — контрольная течь
Контроль герметичности методом гелиевой (вакуумной) камеры выполняется следующим образом: изделие подготавливается в соответствии с требованиями предыдущего раздела и устанавливается в заранее очищенную и высушенную камеру.
После герметизации крышки камеры осуществляется откачка внутреннего объема до требуемого остаточного давления.
Согласно технической документации задается целевое остаточное давление, как правило, в диапазоне 7–8 Па. Для начала измерений для современных течеискателей достаточно давления не выше 1000 Па. Повышение глубины вакуума напрямую увеличивает чувствительность испытаний. Допускается начинать контроль при давлении около 1000 Па, постепенно переходя к более высокочувствительным режимам при достижении 100 Па и ниже. Программы испытаний должны корректироваться с учетом возможностей применяемого оборудования, актуальных требований нормативно-технической документации и современных подходов к неразрушающему контролю.

Перед подачей гелия полость объекта вакуумируется до остаточного давления порядка 700–1400 Па либо выполняется сквозная продувка азотом, а затем гелием. После достижения требуемого остаточного давления открывается входной клапан течеискателя, отключается вспомогательная откачка и фиксируется фоновый уровень сигнала. Далее во внутренний объем изделия подается гелий или гелиево-воздушная смесь до давления, установленного конструкторской документацией.
Объект выдерживается под давлением. Время выдержки выбирается в зависимости от откачиваемого объема и должно соответствовать следующим интервалам: до 0,1 м³ — не менее 5 минут, от 0,1 до 0,5 м³ — не менее 10 минут, от 0,5 до 1,5 м³ — не менее 15 минут, от 1,5 до 3,5 м³ — не менее 20 минут, свыше 3,5 м³ — не менее 40 минут.
Необходимо учитывать, что фторкаучуковые уплотнения оснастки, используемые для герметизации изделий, при длительном воздействии гелия начинают пропускать его поток даже через бездефектный материал. Поэтому при испытаниях продолжительностью более 20 минут следует ожидать появления сигнала, обусловленного газопроницаемостью гелия через материал уплотнений, и корректно учитывать этот вклад при обработке результатов измерений.
При необходимости контроля отдельного участка или конкретного сварного соединения на исследуемую зону устанавливается локальная вакуумная камера, после чего процедура контроля проводится по аналогичной схеме.
При проверке замыкающего сварного шва объекта выполняется вакуумирование изделия и подача гелия во внутреннюю полость с последующей заваркой замыкающего шва в потоке гелия. После завершения сварки проводится контроль замыкающего шва методом локальной вакуумной камеры.
Технологическая карта
Контроль герметичности способом гелиевой камеры
Подготовка объекта контроля (очистка, сушка, удаление следов коррозии) относится к зоне ответственности заказчика и должна быть выполнена до передачи изделий в испытательную лабораторию.
Остаточная влага, загрязнения и продукты коррозии затрудняют достижение требуемого уровня вакуума и стабильной работы измерительной системы, а также увеличивают длительность всего цикла испытаний. Кроме того, коррозия и загрязнения могут ухудшить дальнейшие эксплуатационные характеристики изделий, снижая их герметичность и ресурс.
Все мероприятия по подготовке изделий — очистка, сушка и удаление ржавчины — должен обеспечить заказчик до передачи продукции на контроль герметичности в аккредитованную по ГОСТ ISO/IEC 17025‑2019 лабораторию Ликтест.



